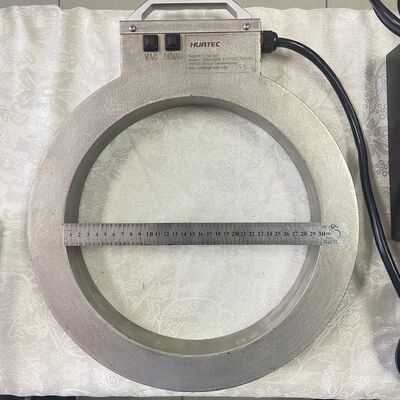
AC Coil Diameter 300mm Lingkaran Detektor Kerusakan Partikel Magnetik
I. Parameter utama
| arus masuk |
8A, ditentukan sesuai dengan nilai set magnetisasi dan demagnetisasi, arus siaga adalah 0,5A; |
| Sumber daya listrik |
AC200-240V 50 / 60Hz |
| Magnetisasi arus |
8A (8A * 400T = 3200AT) |
| Medan magnet pusat |
Maksimal 110G |
| Arus demagnetisasi |
8-0A |
| Ukuran kumparan |
Φ 300mm, total 400 putaran |
| Tingkat beban sementara |
> 30% |
II. Pengenalan Fungsi
1, Magnetisasi - memulai medan elektromagnetik untuk magnetisasi benda kerja;
2, Demagnetisasi - medan demagnetisasi mulai untuk demagnetisasi benda kerja;
3, Alarm suhu lebih tinggi - kumparan memiliki sensor suhu 75 °C terintegrasi. Ketika suhu yang ditetapkan melebihi, ia memasuki keadaan perlindungan;
III. Pemasangan dan pengoperasian
Pemasangan:
1Peralatan harus dipasang di lingkungan kering tanpa debu logam, gas korosif dan benda mudah terbakar dan meledak;
2. Suhu media sekitarnya tidak boleh lebih rendah dari - 10 °C dan tidak lebih tinggi dari + 40 °C;
3. kelembaban relatif udara tidak lebih dari 85%;
4Sambungan pipa dan kawat antara peralatan instalasi dan setiap fasilitas bantu harus terhubung sesuai dengan tanda indikasi dan dasar colokan;
5. Pasokan listrik (sumber listrik, sumber udara, dll, sesuai dengan lingkungan instalasi peralatan dan kondisi operasi), dan shell peralatan dapat diandalkan;
Pengoperasian:
1Setelah peralatan dipasang di tempatnya, pertama-tama periksa apakah semua kabel penghubung dan sekrup pengikat longgar dan jatuh;
2. Gunakan instrumen untuk mengukur apakah tegangan di ujung atas saklar utama mesin memenuhi persyaratan lingkungan instalasi peralatan dan kondisi operasi;
3. Periksa setiap tindakan fungsi, tekan secara manual atau beralih setiap saklar fungsi, dan setiap tindakan fungsi peralatan harus dijalankan sesuai;
4Pemeriksaan efek demagnetisasi: periksa apakah residu magnetisme setelah demagnetisasi memenuhi persyaratan;
5Setelah lulus komisi dan inspeksi, peralatan dapat dimasukkan ke dalam produksi.
IV. Pemeliharaan rutin
Setelah peralatan digunakan, operasi berikut harus dilakukan:
1. Matikan saklar listrik dan potong pasokan listrik peralatan;
2. Potong saklar utama pasokan listrik eksternal;
3. Bersihkan noda minyak pada permukaan kumparan dan menjaga seluruh peralatan bersih;
4. Periksa jalur penghubung sirkuit, kabel dan pengikat untuk longgar dan penuaan dalam satu bulan;
5. Periksa apakah konsentrasi suspensi magnet memenuhi standar setiap hari;
6. pencucian netral harus digunakan untuk membersihkan noda minyak di permukaan peralatan;
7Jika cangkang rusak, dilarang untuk terus menggunakan;
V. Prinsip deteksi cacat
Prinsip elektromagnetisme
Arus magnetisasi membentuk medan elektromagnetik melalui permukaan benda kerja ferromagnetik (AC dan DC setengah gelombang memiliki efek kulit).Keberadaan cacat akan memotong garis kekuatan magnetik, membentuk medan magnet kebocoran dan menyerap partikel magnetik. partikel magnetik menumpuk untuk membentuk tanda magnetik.Keberadaan cacat dapat dinilai dengan mengamati tanda magnet (tanda magnet sebenarnya cacat diperbesar).
Metode residual
Berbeda dengan metode terus-menerus, benda kerja magnetisasi pertama, kemudian direndam dalam suspensi magnetik untuk jangka waktu tertentu,dan partikel magnetik diserap oleh remanence dari benda kerja untuk membentuk tanda magnetikMetode ini terbatas pada kebutuhan rendah, arah tunggal dan intensitas induksi magnet residual dari benda kerja Br ≥ 0,8 t.
Remanence mengacu pada ukuran medan magnet yang tersisa setelah deteksi cacat, biasanya dalam Gauss (Gs), millitesla (mT), ampere/meter (A/m) sebagai satuan.ukuran remanensi terkait dengan bahan benda kerja.
Suspensi magnetik(bubuk magnetik harus dicampur sepenuhnya dan digantung dalam cairan sebelum kesalahan terdeteksi.)
Bubuk magnetik diproses untuk mencapai persyaratan ukuran butir tertentu dari bubuk besi.
Bubuk magnetik fluoresen adalah bubuk magnet biasa ditambah zat kimia, biasanya disebut agen cahaya fluoresen,ditambahkan setelah sinar lampu neon dapat memancarkan cahaya neon, dapat meningkatkan sensitivitas deteksi cacat, pengamatan yang nyaman.
Rumus suspensi minyak-magnetik: ((atau 3# pembawa penginderaan debu magnetik berbasis minyak)
(musim dingin) minyak trafo (25#): minyak tanah tanpa bau = 1:3
(musim panas) minyak trafo (25#): minyak tanah tanpa bau = 1:2 -- 1:3
Minyak campuran: bubuk magnetik non-fluoresen biasa = 1000ml: 10-20g
Campuran minyak: bubuk magnetik fluoresen =1000ml: 2g-3g
Rumus suspensi magnetik air: bubuk magnetik fluoresen campuran berbasis air dengan sejumlah kecil air untuk mengaduk bubuk magnetik menjadi pasta,kemudian tambahkan air yang cukup (serbuk suspensi senyawa telah mengandung dispersant, agen defoaming, komponen penghambat karat), rasio bubuk magnetik fluoresensi non-senyawa adalah sebagai berikut;
Dispersant 21g Rust Inhibitor 21g
Agen defoaming 21g Partikel magnetik fluoresen 2g ∼ 3g
Air 1L
Sensitivitas
Sensitivitas mengacu pada presisi deteksi cacat partikel magnetik, biasanya melalui tes standar NATIONAL TYPE A untuk dideteksi.Tipe A standar lembar tes memiliki tiga jenis sensitivitas: tinggi, menengah dan rendah. Semakin kecil nilai fraksi dalam tipe A, semakin tinggi intensitas induksi magnetik efektif yang diperlukan untuk menampilkan tanda magnetik. (A-15/100, A-30/100, A-60/100,A-7/50, A-15/50, A-30/50, enam skor, sensitivitas tertinggi film uji 1# termasuk A-15/100, A-7/50. 2# Tablet uji memiliki sensitivitas sedang, cocok untuk sebagian besar industri termasuk A-30/100, A-15/50.Tablet tes memiliki sensitivitas terendah, termasuk A-60/100 dan A-30/50.)
Metode penggunaan tes sensitivitas standar (cocok untuk metode terus menerus),biasanya menggunakan tipe A standar test piece 2# ((30/100 atau 15/50) untuk pemilihan arus magnetisasi untuk deteksi cacat.
Cacat buatan dapat ditampilkan dengan jelas pada permukaan halus dari bagian pengujian dengan mengikat permukaan bagian pengujian dengan cacat buatan dengan benda kerja yang sedang diuji,Suspensi magnetik yang mengalir perlahan melalui benda kerja dan menerapkan arus magnetisasi yang sesuai (menyesuaikan arah lingkar dan arah longitudinal masing-masing)Nilai arus magnetisasi adalah spesifikasi magnetisasi yang sesuai.


 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter! Indonesian
Indonesian